小五軸實(shí)現(xiàn)在線測量的應(yīng)用實(shí)例
添加時(shí)間:2025-09-01 瀏覽:4205
小五軸實(shí)現(xiàn)在線測量的核心在于利用五軸聯(lián)動(dòng)特性,結(jié)合高精度測頭����、專業(yè)測量軟件及誤差補(bǔ)償技術(shù)�,實(shí)現(xiàn)加工過程中的實(shí)時(shí)尺寸、位置及形位公差檢測����,無需二次裝夾,提升加工精度與效率��;在線測量結(jié)合了五軸聯(lián)動(dòng)加工的靈活性與實(shí)時(shí)檢測技術(shù)�,在精度����、效率�����、成本和工藝適應(yīng)性等方面具有顯著優(yōu)勢,尤其適用于復(fù)雜曲面���、精密零件及多品種小批量生產(chǎn)場景。以下是具體優(yōu)勢分析:以下是具體實(shí)現(xiàn)方式及關(guān)鍵要點(diǎn):
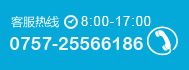
▲VMC300小五軸加工中心在線測量
一��、在線測量的技術(shù)基礎(chǔ)
1��、五軸聯(lián)動(dòng)特性:
小五軸機(jī)床通過旋轉(zhuǎn)軸(A/B/C軸)與直線軸(X/Y/Z軸)的聯(lián)動(dòng)�,可實(shí)現(xiàn)復(fù)雜曲面加工����。在線測量利用這一特性�,使測頭能以任意角度接觸工件�,檢測傾斜孔�、曲面等傳統(tǒng)三軸機(jī)床難以測量的特征。
2、高精度測頭系統(tǒng):
觸發(fā)式測頭:如雷尼紹(Renishaw)的PH20測頭��,通過機(jī)械觸發(fā)信號(hào)記錄坐標(biāo)值��,適用于尺寸�、位置測量�����。
激光測頭:利用激光反射原理��,實(shí)現(xiàn)非接觸式測量����,適合軟材料或精密面檢測����。
測頭校準(zhǔn):通過標(biāo)準(zhǔn)球校準(zhǔn)測頭半徑及方向誤差����,確保測量精度�。例如,在ARCOCAD軟件中��,需設(shè)定測頭參數(shù)并校準(zhǔn)測針���,校準(zhǔn)前將測頭置于標(biāo)定球上方并調(diào)至最大倍率。
3�����、測量軟件與算法:
專用測量軟件:如BLUM的KinematicsPerfect��,可自動(dòng)測量多軸機(jī)床運(yùn)動(dòng)精度,識(shí)別旋轉(zhuǎn)軸幾何偏差���,并生成補(bǔ)償代碼。
后置處理算法:將測量數(shù)據(jù)轉(zhuǎn)換為數(shù)控加工程序��,實(shí)現(xiàn)“測量-加工-再測量”的閉環(huán)控制�。例如����,通過測量法向圓孔方向矢量��,直接生成數(shù)控代碼進(jìn)行精密加工����。
形位公差測量:支持直線度�、平面度、圓度�、同軸度等形位公差檢測,雖精度略低于三坐標(biāo)測量機(jī)�����,但避免了二次裝夾誤差���。
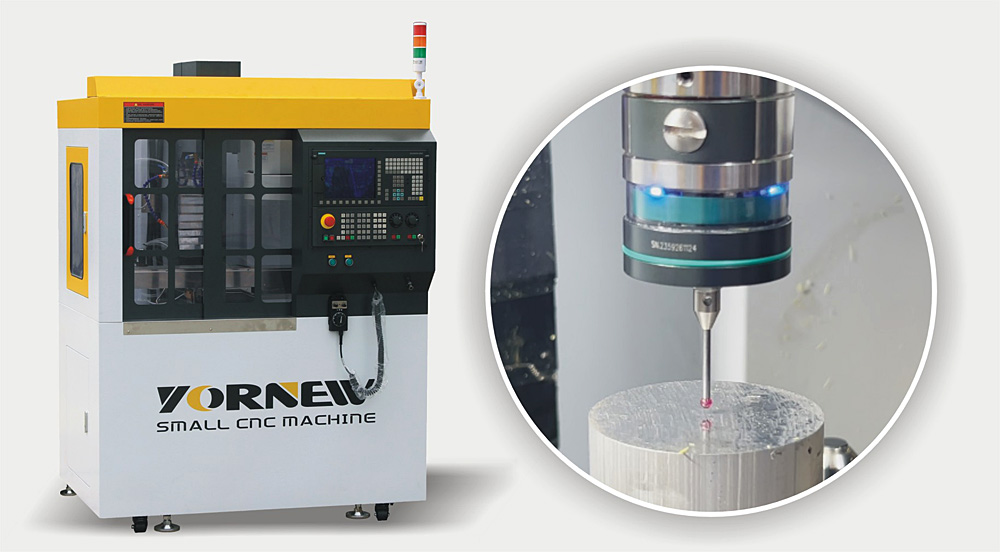
▲小型五軸加工中心在線測量系統(tǒng)
二�、在線測量的實(shí)現(xiàn)步驟
1���、機(jī)床與測頭準(zhǔn)備:
安裝標(biāo)準(zhǔn)球或?qū)S眯?zhǔn)工裝,用于測頭校準(zhǔn)和機(jī)床精度檢測����。
在測量軟件中配置機(jī)床參數(shù)(如軸行程����、旋轉(zhuǎn)中心位置)及測頭屬性(如半徑、觸發(fā)力)���。
2�����、測量路徑規(guī)劃:
確定檢測特征:根據(jù)零件圖紙��,明確待測尺寸��、位置或形位公差���。
規(guī)劃測點(diǎn)分布:例如�,測量圓孔時(shí)需均勻分布測點(diǎn)以計(jì)算圓心坐標(biāo);測量平面度時(shí)需覆蓋整個(gè)加工區(qū)域�����。
生成測量程序:通過軟件自動(dòng)生成G代碼,控制測頭按規(guī)劃路徑移動(dòng)并記錄坐標(biāo)值�。
3�����、實(shí)時(shí)測量與數(shù)據(jù)處理:
觸發(fā)測量:測頭接觸工件表面時(shí)觸發(fā)信號(hào)�,機(jī)床記錄當(dāng)前坐標(biāo)值�����。
數(shù)據(jù)補(bǔ)償:根據(jù)機(jī)床誤差模型(如旋轉(zhuǎn)軸幾何偏差����、熱變形誤差)對測量數(shù)據(jù)進(jìn)行補(bǔ)償���。
結(jié)果可視化:在軟件界面顯示測量值�、公差范圍及超差報(bào)警���,支持?jǐn)?shù)據(jù)存檔與追溯。
4�、閉環(huán)控制與加工優(yōu)化:
自動(dòng)修正參數(shù):根據(jù)測量結(jié)果調(diào)整加工參數(shù)(如刀具補(bǔ)償值��、進(jìn)給速度)�,實(shí)現(xiàn)“測量-修正-再加工”的閉環(huán)控制。
動(dòng)態(tài)精度檢測:利用宏程序和橢圓試塊���,快速檢測五軸機(jī)床在負(fù)載狀態(tài)下的綜合運(yùn)動(dòng)精度,確保加工穩(wěn)定性�。

▲VMC300小型五軸加工中心
三�����、精度優(yōu)化:動(dòng)態(tài)補(bǔ)償與全流程控制
1���、動(dòng)態(tài)誤差補(bǔ)償:
機(jī)床狀態(tài)監(jiān)測:實(shí)時(shí)檢測機(jī)床振動(dòng)、溫度變化等動(dòng)態(tài)因素對精度的影響��,通過軟件算法補(bǔ)償誤差��。例如��,利用宏程序和橢圓試塊快速檢測五軸機(jī)床在負(fù)載狀態(tài)下的綜合運(yùn)動(dòng)精度�,確保加工穩(wěn)定性�����。
測頭校準(zhǔn)技術(shù):通過標(biāo)準(zhǔn)球或?qū)S眯?zhǔn)工裝���,精確校準(zhǔn)測頭半徑及方向誤差,測量精度可達(dá)微米級�,接近三坐標(biāo)測量機(jī)水平�����。
2��、形位公差直接檢測:
支持直線度�、平面度、圓度�����、同軸度等形位公差測量,雖精度略低于專用三坐標(biāo)測量機(jī),但避免了二次裝夾導(dǎo)致的基準(zhǔn)不統(tǒng)一問題�,尤其適合檢測傾斜孔、交叉孔等復(fù)雜特征的位置度�。
3、曲面輪廓高精度匹配:
在模具�����、葉輪等自由曲面加工中��,在線測量可實(shí)時(shí)采集曲面點(diǎn)云數(shù)據(jù)�,與理論模型對比�,自動(dòng)修正刀具路徑,確保型面精度符合設(shè)計(jì)要求�����。

▲MX220小型五軸教學(xué)機(jī)
工藝適應(yīng)性增強(qiáng):復(fù)雜結(jié)構(gòu)與柔性生產(chǎn):
復(fù)雜特征檢測能力
多角度測量:五軸聯(lián)動(dòng)使測頭能以任意角度接觸工件�,檢測傳統(tǒng)三軸機(jī)床難以觸及的特征(如深腔���、斜孔�����、曲面交線)��。
非接觸式測量擴(kuò)展:結(jié)合激光測頭或光譜共焦傳感器���,可實(shí)現(xiàn)軟材料��、透明件或微結(jié)構(gòu)(如半導(dǎo)體晶圓)的無損檢測。
支持多品種小批量
生產(chǎn)快速換型:通過軟件快速切換測量程序����,適應(yīng)不同零件的檢測需求�����,無需重新設(shè)計(jì)工裝夾具�。
定制化檢測:根據(jù)客戶要求靈活調(diào)整測量項(xiàng)目和公差范圍��,滿足個(gè)性化生產(chǎn)需求�。
跨行業(yè)通用性
航空航天:檢測渦輪葉片����、發(fā)動(dòng)機(jī)殼體的型面精度和孔系位置度����。
汽車制造:測量缸體���、缸蓋的平面度和孔系同軸度�����,保障密封性和裝配精度。
醫(yī)療電子:檢測人工關(guān)節(jié)、手機(jī)中框的曲面輪廓度和尺寸一致性�����。